




آلة تثقيب الخطوط
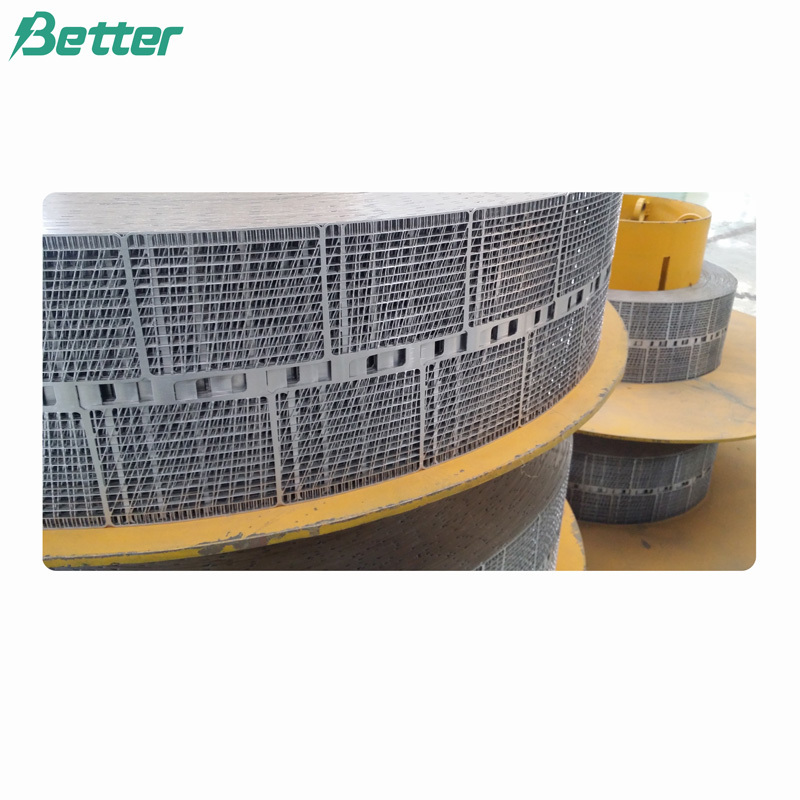
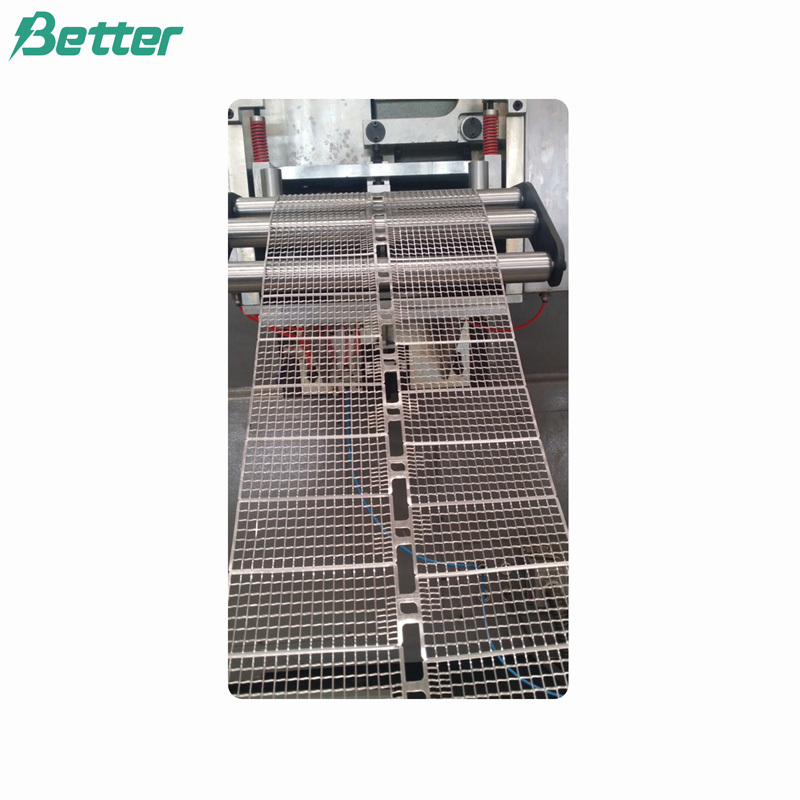
ماكينة خط التثقيب لشبكات بطاريات الرصاص الحمضية. تعمل على أتمتة الإنتاج عالي السرعة حتى 35 مترًا/دقيقة مع 220 ثقبًا/دقيقة، وتجانس لصق دقيق ±0.05 مم، وقطع دقيق، ومعالجة متكاملة لتحقيق كفاءة وجودة وموثوقية فائقة في تصنيع البطاريات.
- معلومات
- فيديو
تعبير
تتكون آلة خط التثقيب من 8 أجزاء: آلة فك اللفائف، وآلة لحام شريط الرصاص، وآلة تسوية المخازن، ووحدة تغذية شريط الرصاص، وآلة الضغط، وقالب التثقيب، وآلة اللف الأفقي، ونظام التحكم الكهربائي.
المعايير الفنية الرئيسية لخط التثقيب
| غرض | المعايير الفنية الرئيسية |
|---|---|
| شريط الرصاص المناسب | عرض شريط الرصاص: 70-340 مم، سمك شريط الرصاص: 0.7-1.2 مم |
| مواصفات الشبكة المنتجة | أقصى عرض للوحة المتصلة: 320 مم (ارتفاع الشبكة * 2 + ارتفاع العروة)؛ أقصى عرض للشبكة: 150 مم؛ |
| الطاقة الإنتاجية | السرعة الخطية: 28~35 متر/دقيقة (عندما يكون عرض الشبكة 150 مم)؛ معدل اللكم: 170-220 مرة/دقيقة |
| القوة الكاملة | التكوين القياسي: 42 كيلوواط |
| ضغط النظام الهوائي | 0.6 ميجا باسكال |
| استهلاك الهواء المضغوط | 3m³/h |
| غرض | المعايير الفنية |
|---|---|
| أقصى حجم للصق | عرض الشريط: 80-330 مم، سمك الصفيحة: 08-25 مم |
| سرعة اللصق | 20~3.5 متر/دقيقة (يختلف عن تصميم الشبكة) |
| توحيد اللصق | ±0.05 مم |
| الطاقة المركبة لآلة اللصق | 14.5 كيلوواط |
| الأبعاد الكلية لآلة اللصق | 2385 × 1540 × 1880 مم |
| دقة قاطع اللفائف | دقة العرض: ±0.5 مم، تفاوت موضع العروة: ±0.5 مم |
| سرعة نقل المجفف | 3~28 متر/دقيقة (التحكم في التردد) |
| التحكم في درجة الحرارة | 80~180 درجة مئوية (دقة التحكم: ±2 درجة مئوية) |
| طريقة تسخين المجفف (نوع البخار) | الطاقة المركبة: 82 كيلوواط (طاقة التدفئة المساعدة 72 كيلوواط) ضغط البخار: 0.3~0.4 ميجا باسكال |
| التدفئة الكهربائية | الطاقة المركبة: 163 كيلوواط (طاقة التسخين الكهربائي 158 كيلوواط) |
| الغاز الطبيعي | القدرة المركبة: 15 كيلوواط استهلاك الغاز الطبيعي: 10-15 متر مكعب/ساعة ضغط الغاز الطبيعي: 3.5~4 ميجا باسكال |
| الأبعاد الكلية للمجفف | الطول × العرض × الارتفاع = 10500 مم × 1495 مم × 2392 مم |



